QUICK-FINDS:
Locating is one of the most important jobs of a jig or fixture. The proper selection of locators contributes to the overall operation and accuracy of the workholder. The locators must first properly position the workpiece, then maintain its location against primary cutting forces throughout the machining cycle.
Most workholders can be built using standard commercial locators. Standard locators both reduce design time and lower the fabrication cost of the workholder. Even if the locator needs to be modified to suit specific part requirements, modifying a commercial locator is usually (always) less expensive than designing and making the locator in-house.
The terms “locator” and “support” both describe locating devices. Although the term “locator” often describes both locating elements, there are differences between the two, as seen in Figure 7-1. Here the term “support” refers to locators that bear the weight of the workpiece. Supports are generally placed under a part. The term “locator” refers to the elements that position the part on the axes not bearing the weight of the part.
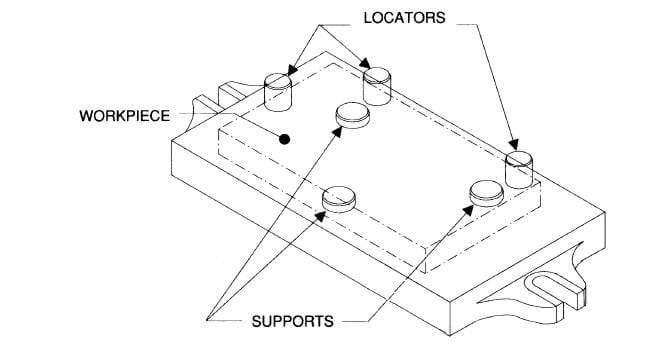 Figure 7-1. The same components can be referred to as “locators” or “supports” depending on the application.
Figure 7-1. The same components can be referred to as “locators” or “supports” depending on the application.
Locators are also classified by their basic form. Both locators and supports can be grouped into one of two basic categories, fixed and adjustable. Fixed locators are installed in one position on a workholder and are not movable or adjustable. Adjustable locators, while firmly attached to the workholder, are capable of some adjustment to accommodate workpiece variation.